别再等待了,仅仅一分钟,就能通过我们的香港【本地】耐磨钢板高压化肥管工厂认证产品视频探索到无数令人心动的细节和亮点。
以下是:香港【本地】耐磨钢板高压化肥管工厂认证的图文介绍



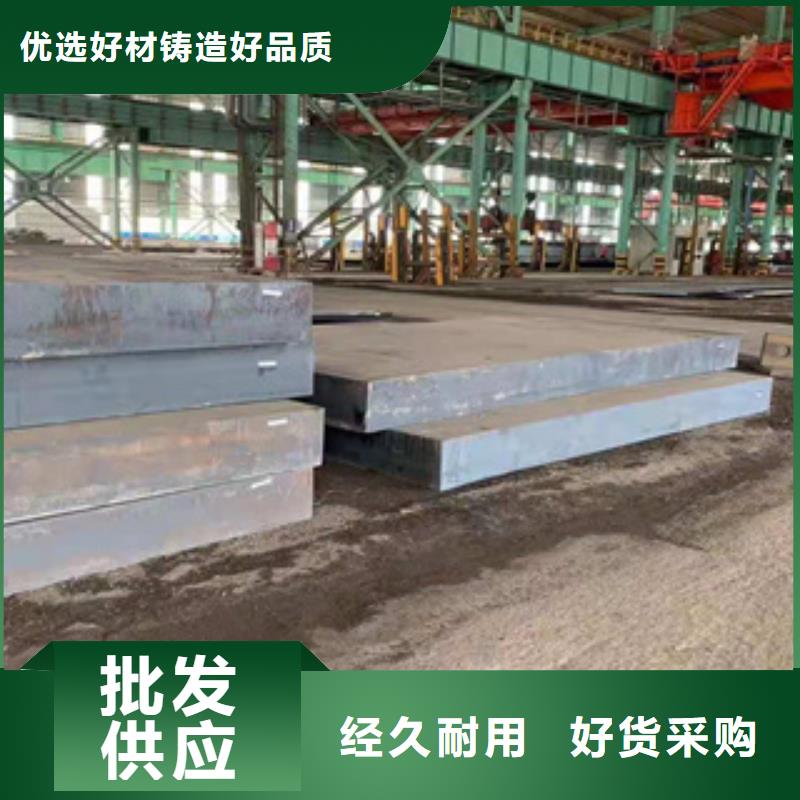
耐磨板轧制生产工序不恰当,如板坯跑偏造成局部区域边部折叠,或板形不良等原因造成粘辊和变形不均匀,导致孔洞的产生;(4)表面锈斑缺陷,该类缺陷主要是受外界环境的影响,表面发生化学反应造成的腐蚀缺陷,一般为黄褐色的斑痕,可能分布在表面的任意部位,主要分为块状点锈、密集点锈、零星点锈。 孔洞产生的原因可以归纳为以下两种:一是连铸生产工序不合理,导致铸坯出现皮下卷渣、夹渣、气泡、针状气孔等夹杂缺陷,使耐磨衬板局部区域强度弱化,在轧制过程中形成孔洞。酸洗后板面有残酸,环境温度较低,压缩空气供给量不足,平整液水分残留以及防锈剂效果欠佳等原因都可能导致耐磨衬板表面出现锈斑缺陷。 复合耐磨板干硬切削加工已成为当代制造的重要组成部分。作为21世纪具发展前景的清洁化切削加工工艺之一,干硬切削正向着高速、实用化的方向发展,已经在制造业了广泛的重视和应用。度与切削力作为干硬切削研究的重要内容,具有重要的理论意义和应用价值.复合耐磨板的切削是一个非线性的热力耦合过程。 在复合耐磨板切削过程中,切削热主区的弹塑性变形、与切屑和工件间的摩擦.大量切削热引起切削温度的升高,必然导致的磨损.切削力是表征切削过程重要特征的物理量,其变加工过程中加工精度、磨损和表面加工质量等,因而对切削温度和切削力的研究具有十分重要意义。



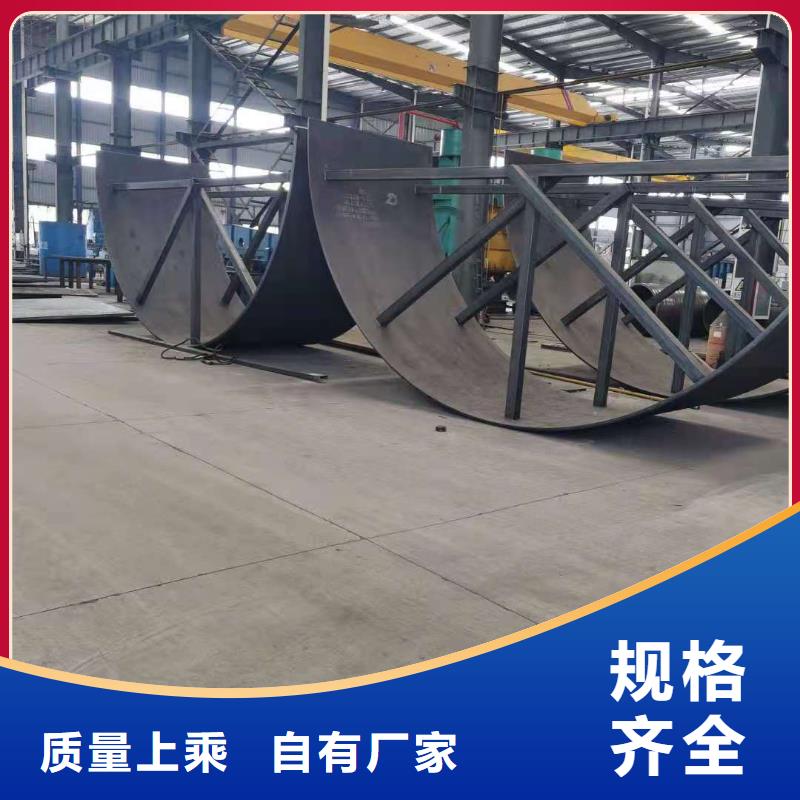
水泥行业水泥厂立磨工作时,物料经过入料溜槽进入磨机内,借助磨辊和磨盘的辊压和碾磨被粉碎;粉碎后的细粉溢出磨盘,被从磨机底部通过导风环吹入的60~70m/s以上的上升热气流烘干,并带入选粉机进行粒度筛选;合格的细粉排出磨外,不合格的粉末仍回到磨盘上进行再粉磨直至粉磨合格。 耐磨衬板在大面积严重磨损的工况下,使用效果是其他抗磨材料难以相比的,是的耐磨材料,值得推广。由此可知,立磨零部件受到块状的磨粒磨损和高速气流携带的粉末颗粒的冲刷磨损,工况条件极其恶劣,若不采用耐磨材料,多数零部件的使用寿命仅仅几个月,甚至更短。 典型的易损零部件有入料溜槽衬板、磨壳衬板、磨体护板、导风锥衬板、磨辊护套、选粉机导向叶片、回料锥形斗、拉杆护罩、刮料板及抗扭装置保护板、出口风管等。采用碳化铬堆焊复合钢板制作上述易损零部件,其使用寿命,了显著的和经济效果,使用寿命普遍3~8倍。 如选粉机导向叶片可使用2~3年,导风锥衬板和磨体护板可使用2~3年,磨辊护套可使用5~3年,回料锥形斗可使用3年以上。可为国内水泥企业节约大量生产成本,取得更大的经济效益。另外水泥行业的风机叶片、管道、输料槽内衬、挡料圈以及破碎机零件、辊压机侧挡板等都是高磨损部件,采用耐磨衬板作为它的耐磨层,可显著有效的延长设备的使用寿命,增加企业的经济效益。


鑫邦源特钢有限公司是一家专注生产销售: 香港高压化肥管、,公司与大型 香港高压化肥管、厂家建立长期稳定的合作关系,货源充足,品种规格齐全。强调“质量”和“服务”是我公司立业的基础了解用户的需求,在服务中成长,与用户共同创新是我们的追求。
承诚信服务、恪守信誉的宗旨,在同等的质量下,完善的服务,优质的态度来答谢各界朋友的支持和厚爱,欢迎您的来电、咨询,我们将竭诚为您服务!一、质量保证,严格按用户要求标准供货,二、周到服务 电话联系及时答复运输,送货上门;节假日不休息,随到随提。



化学成分对镀锌基板的化学成分的请求,列国尺度划定分歧。如就不请求,美国则请求。一般不作制品查验。板形权衡板形黑白有两个目标,即平直度和镰刀弯。双金属耐磨板的平直度和镰刀弯的容许值尺度有必定划定。 熔化极氩弧焊耐磨衬板主要的工艺参数有:焊接电流、电弧电压、焊接速度、焊丝伸出长度、焊丝的倾角、焊丝直径、焊接位置、极性等。此外,保护气体的流量大小也会影响熔滴过渡类型、焊缝的几何形状和焊接质量。焊接电流和电弧电压:通常根据耐磨衬板的厚度选择焊丝直径,然后再确定焊接电流和熔滴过渡类型。 焊接电流增加,焊缝熔深和余高增加,而熔宽则几乎保持不变。电弧电压增加,焊缝熔宽增加,而熔深和余高略有减小。焊接速度:单道焊的焊接速度是焊沿接头中心线方向的相对移动速度。其他条件不变时,熔深随焊速增加而增加,并有一个值。 焊速减小时,单位长度上填充金属的熔敷量增加,熔池体积增大。由于这时电弧直接的只是液态熔池金属,固态母材金属的熔化是靠液态金属的导热作用实现的,固熔深减小,熔宽增加。焊接速度过高,单位长度上电弧传给母材的热量显著降低,母材的熔化速度减慢。





 扫一扫
扫一扫